
Ошибка формата электронной почты
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Кастинг
Кастинг
(9)
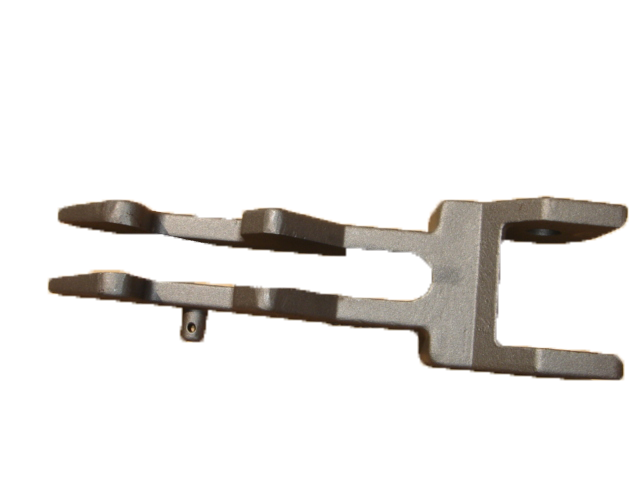
Литье авиационных деталей
Он состоит из следующих узлов: головная часть, головной обтекатель, баки окислителя и горючего (горючего), приборный отсек, межступенчатая секция, двигательная тяга, хвостовой отсек и другие элементы.Отдельные соединительные устройства присутствуют на участках, которые необходимо разделить.
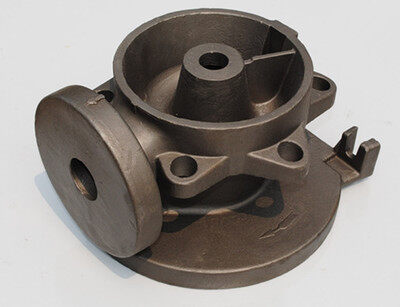
Потерянное восковое литье
Литье по выплавляемым моделям, также называемое литьем по выплавляемым моделям, включает в себя такие процедуры, как прессование воска, починка воска, сборка деревьев, погружение суспензии, плавление воска и литье расплавленного металла.Изготовление восковой формы компонента, который должен быть отлит, с использованием воска, а затем покрытие его глиной для создания глиняной формы, известно как литье по выплавляемым моделям.Поместите высушенную глиняную форму в горячую воду, чтобы расплавить внутреннюю восковую форму.

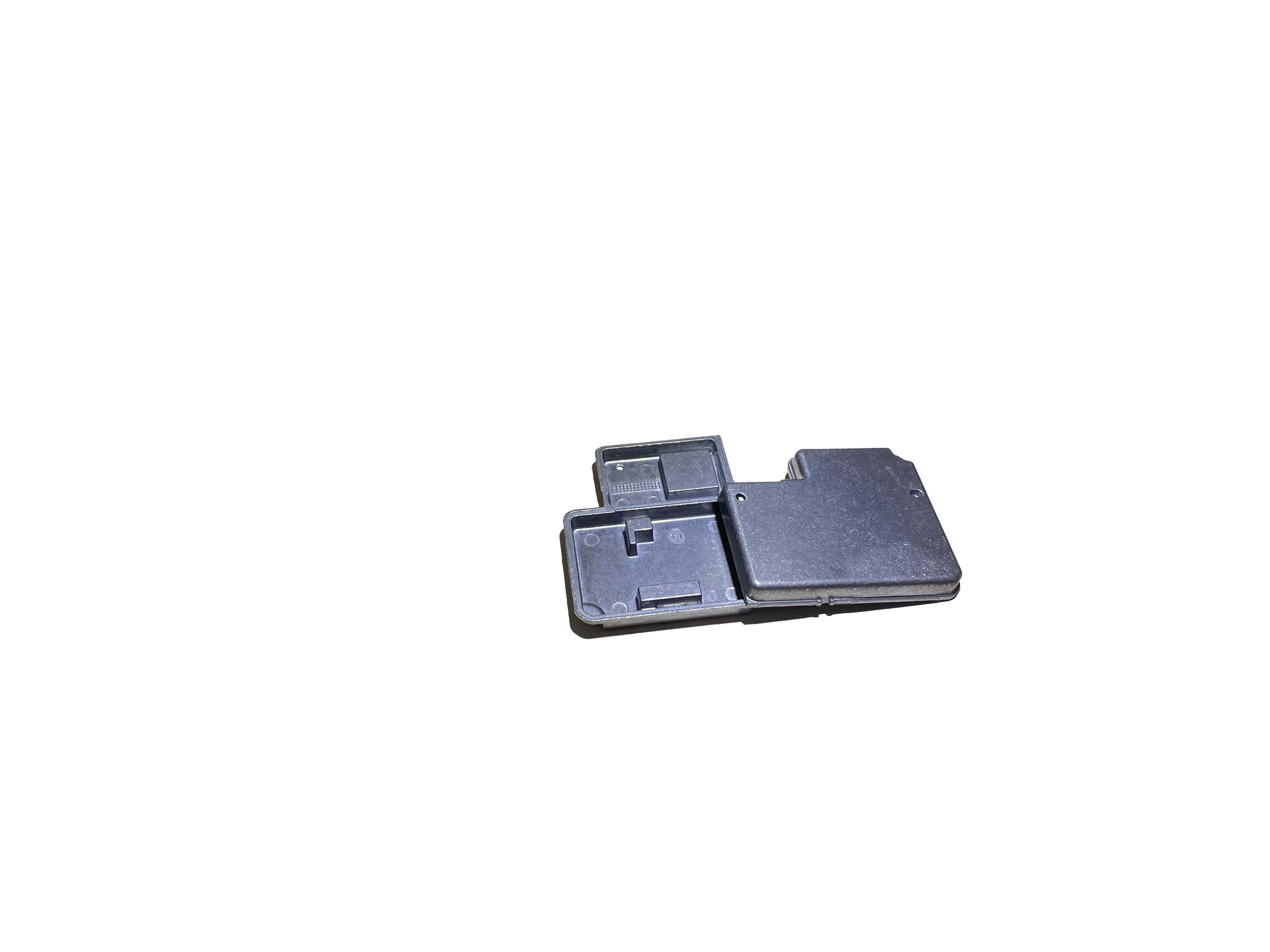
Литье магния под давлением
Магний дороже алюминия и цинка.Следовательно, это не лучший вариант для производственного решения, которое является экономичным.Алюминий примерно на 35% тяжелее магния.Поэтому автопроизводители в основном используют его для снижения общего веса автомобиля.

Литье из магниевого сплава
Магний менее стабилен, мягче и более подвержен изгибу, чем алюминий, когда подвергается нагрузке.Он также дороже алюминия, что делает его менее желательным.Кроме того, температура плавления магния выше, чем у цинка, что может увеличить стоимость литья.

Литье магния
Вы пытаетесь найти производителя литых под давлением компонентов с опытом и надежностью, который может обрабатывать качественные детали из магниевого сплава?Ваш лучший вариант – услуги литья под давлением Minghe.Мы можем производить простые и сложные изделия из магния, в том числе высококачественные прецизионные компоненты для литья под давлением из магния, компоненты из магния для литья по выплавляемым моделям и компоненты из магния для литья под высоким давлением для удовлетворения ваших потребностей.Мы имеем более чем десятилетний опыт литья магния под давлением.
Чугунное литье
Отливки, выполненные в технике литья в песчаные формы, создаются в песчаных формах.С помощью литья в песчаные формы можно производить отливки из стали, чугуна и большинства цветных сплавов.Литье в песчаные формы может быть адаптировано для штучного, серийного и массового производства, поскольку материалы для моделирования, используемые в процессе, недороги и просты в получении, а формы просты в изготовлении.Он уже давно превратился в фундаментальный шаг в производстве отливок.

Автомобильный магниевый сплав
Срок службы штампа может быть значительно увеличен по сравнению с литьем алюминия под давлением.Это связано с теплопередающими свойствами магния и его пониженным сродством к железу, что приводит к незначительной пайке и меньшей эрозии.

Литье деталей
Премиальная точность размеров, обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого дополнительного сантиметра (в зависимости от материала отливки)
Детали из магниевого сплава для автомобиля
Тип магниевого сплава, который подходит для литья деталей, представляет собой литье под давлением магниевого сплава, основанное на магнии и легирующих элементах.Литой магниевый сплав и кованый магниевый сплав представляют собой два разных типа магниевого сплава, основанные на технологии формования.Они очень разные по составу, микроструктуре и характеристикам.Литой магниевый сплав в основном используется для изготовления электрических, механических и автомобильных деталей.Основными сферами применения кованого магниевого сплава являются тонкие пластины, штампованные детали, поковки и т. д.